In the current era of “agile manufacturing,” the focus of 3D printing has shifted from visual prototyping to the production of functional, end-use parts. While hardware provides the capability, material science provides the utility. Selective Laser Sintering (SLS) is uniquely positioned in this landscape due to its ability to process high-performance thermoplastics into quasi-isotropic parts without the need for support structures.
For engineers and designers, the challenge lies in navigating a vast library of powders to find the one that meets specific mechanical, thermal, or regulatory requirements. This guide offers a thorough, data-driven framework for selecting the right SLS materials, integrating TPM3D’s Precimid SLS 3D printing materials portfolio and industrial case studies to demonstrate real-world performance.

I. The Selection Framework: Starting with the End Application
Selecting an SLS material is not just about choosing a plastic; it is about matching chemical properties to operational stresses. Before selecting a powder, engineers should evaluate their project through four logical lenses:
- Mechanical Stress: Does the part require high stiffness (rigidity) or high toughness (impact resistance)?
- Thermal & Chemical Environment: Will the part be exposed to engine heat, aggressive solvents, or high humidity?
- Regulatory Compliance: Does the application require UL94 V-0 flame retardancy, USP Class VI biocompatibility, or food-contact safety?
- Production Economics: Does the project require high throughput or a high powder refresh rate to minimize costs?

II. The Polyamide 12 (PA12) Ecosystem
Nylon 12 is the industrial workhorse of SLS 3D printing due to its balanced mechanical properties and exceptional dimensional stability. TPM3D has expanded this category into specialized sub-grades to meet specific engineering needs.
1. Standard and High-Performance PA12
- Precimid1172Pro (Bright White): The standard for versatile production. It features an 80% refresh rate, significantly lowering part costs while maintaining stable coloration.
- Precimid1176Pro BLK (Black): Engineered for structural stiffness, offering a Flexural Modulus of 1,710 MPa (vs. 1,280 MPa for the 1172 series). It is ideal for drones and functional shells.
> Learn more about Precimid1172Pro (Bright White)
> Learn more about Precimid1176Pro BLK (Black)
2. Reinforced PA12 Composites
When standard nylon lacks the necessary rigidity or heat resistance, reinforced composites are required:
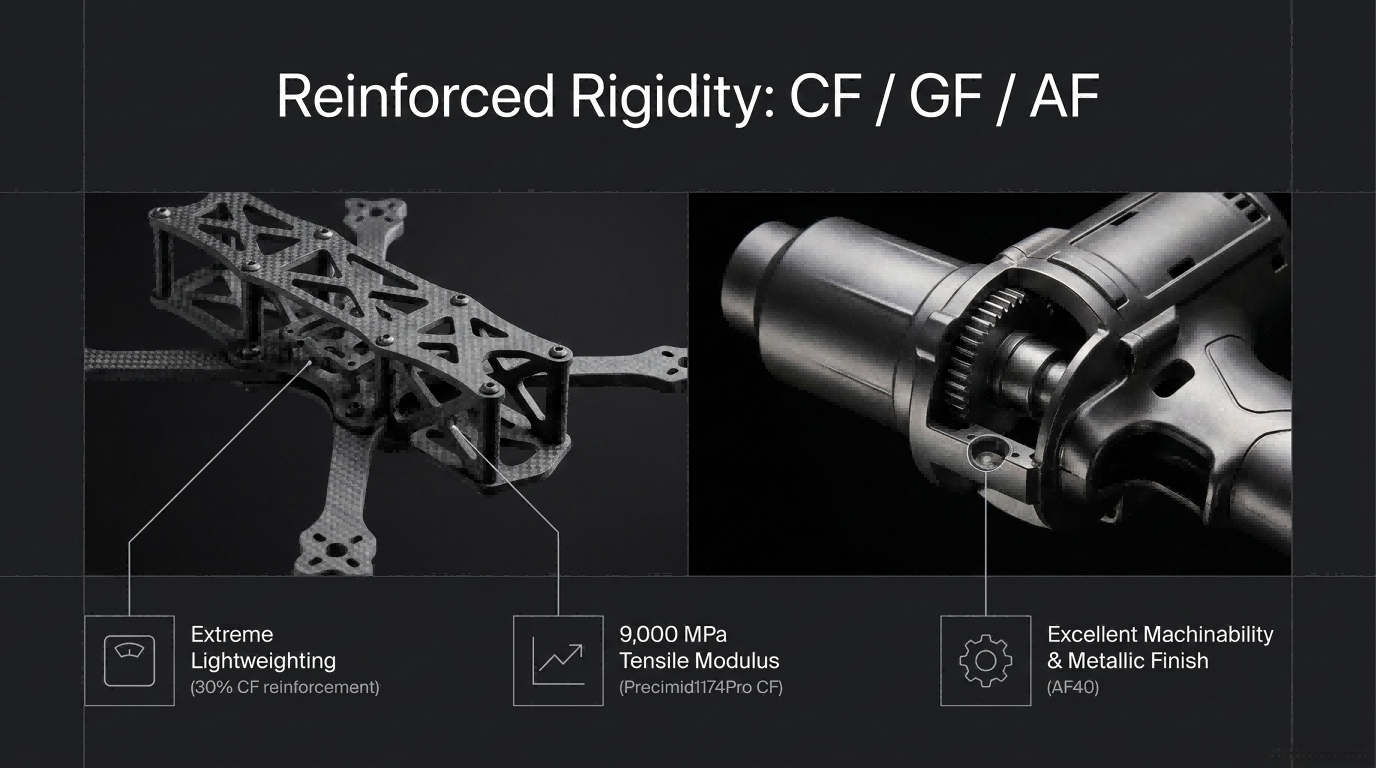
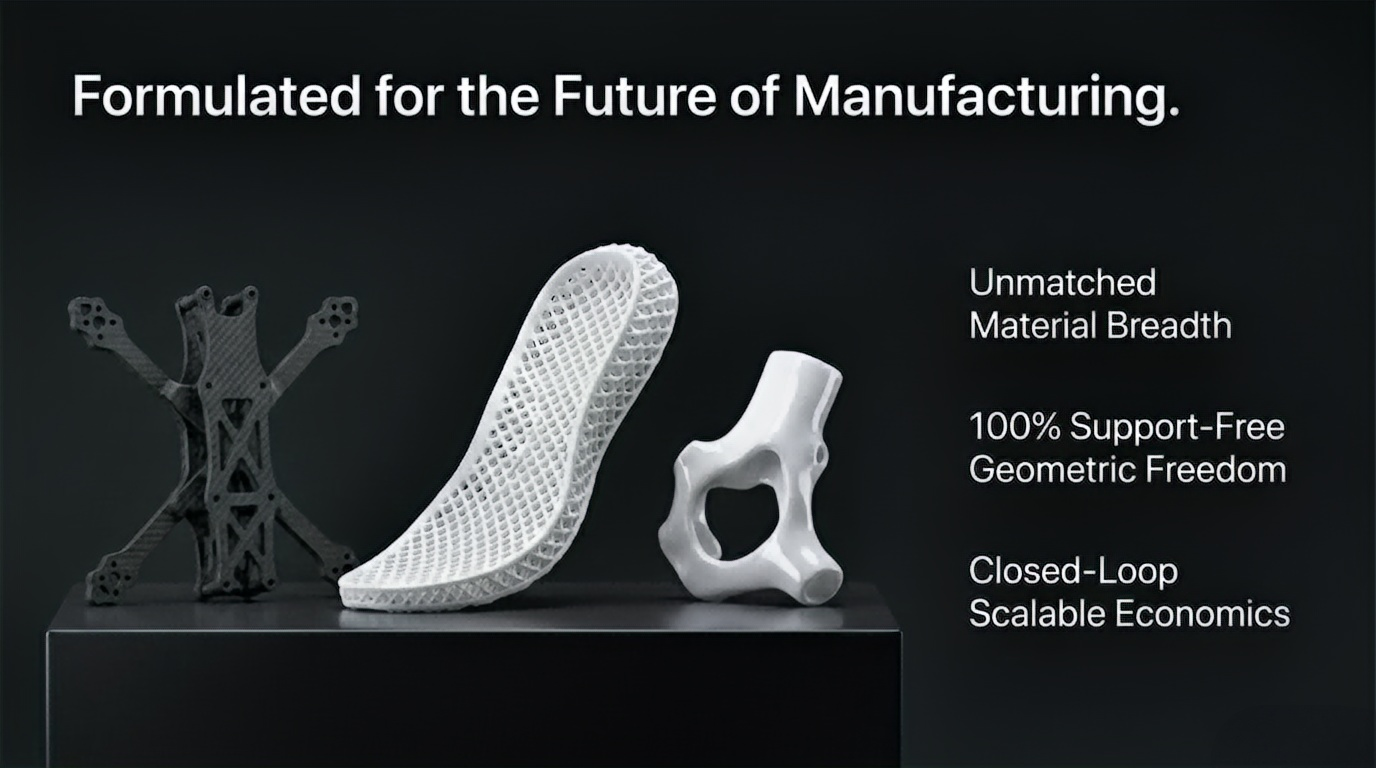
- Precimid1174Pro CF (Carbon Fiber): Contains 30% carbon fiber, providing an 88 MPa Tensile Strength (a 91% increase over unfilled PA12). This enabled the production of a 6-gram micro drone frame that is exceptionally rigid.
- Precimid1172Pro GF30 BLK (Glass Bead): Optimized for thermal stability with a Heat Deflection Temperature (HDT) of 184.4°C. It is used for MCCB electrical cases that must survive high-temperature testing without deformation.
- Precimid1176Pro GF30 BLK (Glass Fiber): Features 30% glass fiber for enhanced stiffness and wear resistance, maintaining a 90% reusability rate.
> Learn more about Precimid1174Pro CF (Carbon Fiber)
> Learn more about Precimid1172Pro GF30 BLK
> Learn more about Precimid1176Pro GF30 BLK
3. Aesthetic and Regulatory PA12
- Precimid1171Pro AF40 (Aluminum Filled): 40% aluminum alloy gives parts a metallic appearance and high machinability for drilling or tapping.
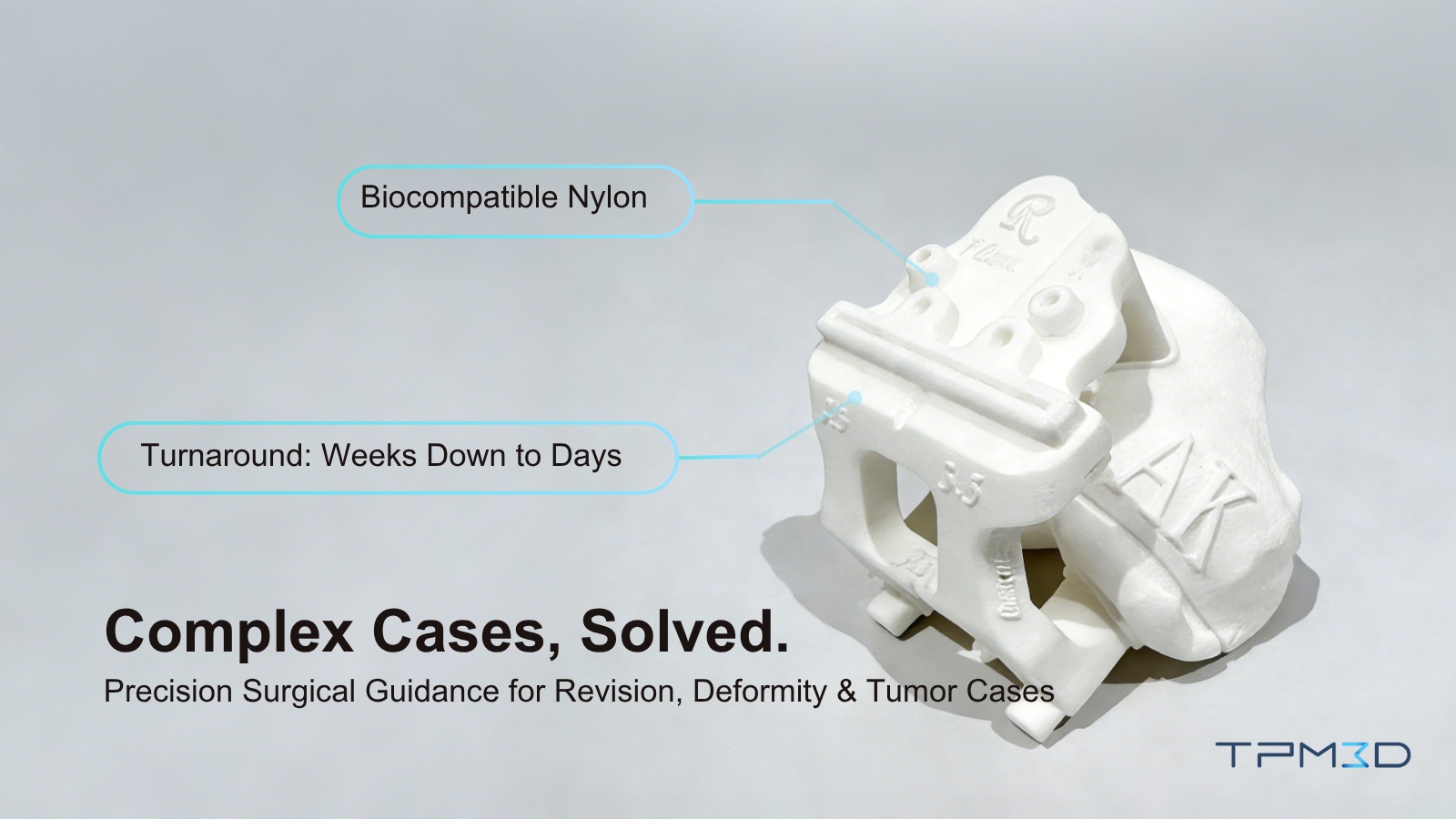
- Precimid1171Pro (Biocompatible): Meets USP Class VI and food-contact standards. It is used by AK Medical to produce sub-millimeter accurate surgical guides.
> Learn more about Precimid1171Pro AF40
> Learn more about Precimid1171Pro
Table 1: TPM3D Nylon 12 (PA12) Material Comparison
| Material Product | Tensile Strength (MPa) | Flexural Modulus (MPa) | HDT @ 0.45MPa (°C) | Primary Advantage |
|---|---|---|---|---|
| 1172Pro (White) | 46 | 1,280 | 180 | High reusability (80%) |
| 1176Pro BLK | 44.3 | 1,710 | 165 | Structural stiffness |
| 1174Pro CF | 88 (X-axis) | 6,000 | 172 | 91% strength increase |
| 1172Pro GF30 | 32 | 2,241 | 184.4 | Exceptional heat resistance |
| 1171Pro (Bio) | 46 | 1,700 | 167 | USP Class VI/Food safe |
III. Toughness and Flexibility: Nylon 11 and Elastomers
While PA12 is rigid, other applications require ductility or the ability to withstand impact and repeated bending.
- Nylon 11 (Precimid1180): Offers superior impact resistance and toughness compared to PA12. It is the preferred choice for prosthetic sockets and snap-fits where brittle failure must be avoided.
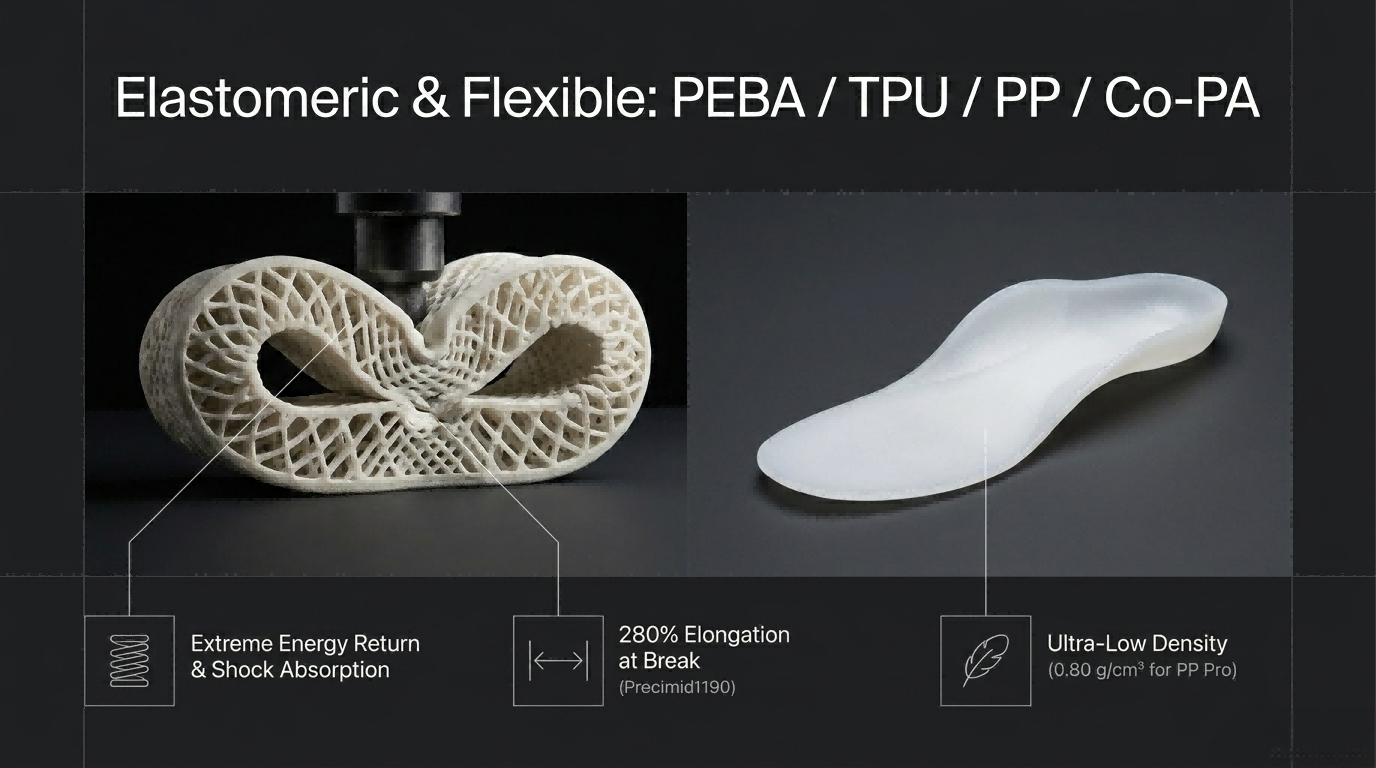
- PEBA Elastomers: TPM3D achieved a global first by using SLS PEBA for high-performance footwear. Midsoles printed with this material show zero deformation after 200,000 dynamic flex cycles, offering superior energy return over traditional TPU.
- Precimid1190 (Co-Polyamide): Pushes the limits of flexibility with an elongation at break of 280%. This is critical for medical braces that must be comfortable yet resilient.
> Learn more about Precimid1180
> Learn more about Precimid1190
IV. High-Performance Engineering Polymers: PEEK, PEKK, and PPS
For the most demanding environments in aerospace and oil & gas, standard nylons are insufficient. TPM3D’s S320HT system is designed to process extreme-performance polymers.
- PEEK IND: Maintains mechanical performance under heavy stress with an HDT of 294°C. It is used for aerospace engine parts and high-rigidity functional components.
- PEKK IND: Offers high stiffness (Flexural Modulus of 7,200 MPa) and inherent flame retardancy.
- PPS IND: Provides high stiffness and stable chemical properties, resisting corrosive industrial environments and temperatures exceeding 200°C.
> Learn more about PEEK IND
> Learn more about PEKK IND
> Learn more about PPS IND

V. Safety-Critical Materials: Flame Retardancy (FR)
In the Electric Vehicle (EV) and electronics sectors, flame retardancy is a non-negotiable safety standard.
- Precimid1171 FR BLK: A UL94 V-0 rated nylon 12 that resists ignition and self-extinguishes. It was used to reduce the weight of a battery module bracket from 300g to 190g while improving fire safety.
- Precimid1171 GF30 FR BLK: Combines V-0 safety with 30% glass reinforcement for structural parts requiring stiffness in high-heat environments.
> Learn more about Precimid1171 FR BLK
> Learn more about Precimid1171 GF30 FR BLK
VI. Production Efficiency: Throughput and ROI
SLS 3D printing materials deliver economic value through 3D nesting and automated post-processing.
- Nesting Advantage: Unlike FDM, which builds parts in a linear time frame, SLS allows hundreds of parts to be stacked in a single build. On the TPM3D S600DL, dual-laser coordination increases efficiency by 45%.
- Powder Recovery: TPM3D’s Parts & Powder Processing Station (PPS) automates cleaning and recycling. In a case study with a smart energy solution provider, switching to the P360 and PPS reduced part costs from RMB 4,000 to under RMB 700—an 80% reduction.
- Isotropy: SLS 3D printing produces parts with 97-98% isotropy. For PA12, SLS maintains a Z-axis tensile strength of 42 MPa (vs. only 4 MPa for some FDM processes), ensuring parts do not delaminate under load.
VII. The Logical Selection Guide: 4 Steps to the Right Material
When starting a project, use this logical framework to narrow down your material options.
Step 1: Define Mechanical Requirements
- Extreme Rigidity? Choose Carbon-Fiber (Precimid1174Pro CF).
- Repeated Bending/Impact? Choose Nylon 11 (Precimid1180).
- Rubber-like Flexibility? Choose PEBA or Co-Polyamide (Precimid1190).
Step 2: Evaluate Thermal & Chemical Environment
- Under-the-hood Automotive? Glass-filled Nylon (Precimid1172Pro GF30).
- Extreme Heat (>200°C)? PEEK or PPS.
- Submerged/Wet? Polypropylene (PP Pro).
Step 3: Check Regulatory Standards
- Electronics/Appliances? Must be UL94 V-0 Flame Retardant (Precimid1171 FR).
- Medical/Skin Contact? Must be USP Class VI Biocompatible (Precimid1171Pro).
Step 4: Consider Economics and Scalability
- High-Volume Batch Production? PA12 (Precimid1172Pro) offers high refresh rates (up to 80%), minimizing material waste and cost per part.
- Aesthetic Prototypes? AF40 for a metallic look or 1172Pro (White) for easy dyeing/painting.
Conclusion: Selecting the Right Tool for the Job
The transition from prototyping to production requires a “material-first” mindset. Whether you are lightweighting a V8 intake manifold by 40% using glass-filled nylon, or accelerating consumer electronics R&D by 70%, the choice of SLS powder dictates the success of the part.
By leveraging TPM3D’s diverse Precimid material library and industrial-scale systems like the S600DL or P360, manufacturers can achieve the freedom of complex design, the strength of quasi-isotropic parts, and the efficiency of batch production.