In the modern manufacturing landscape, additive manufacturing has evolved from a niche prototyping tool into a cornerstone of industrial production. For engineers, designers, and business leaders, the decision often centers on two dominant technologies: Fused Deposition Modeling (FDM) and Selective Laser Sintering (SLS).
Choosing the right technology is not merely a matter of hardware cost; it is a strategic decision involving material properties, throughput requirements, and the complexity of the desired geometry. Drawing on over two decades of industry expertise, this guide provides an objective, data-driven comparison to help you determine which tool belongs in your production arsenal.
Understanding the Core Mechanisms
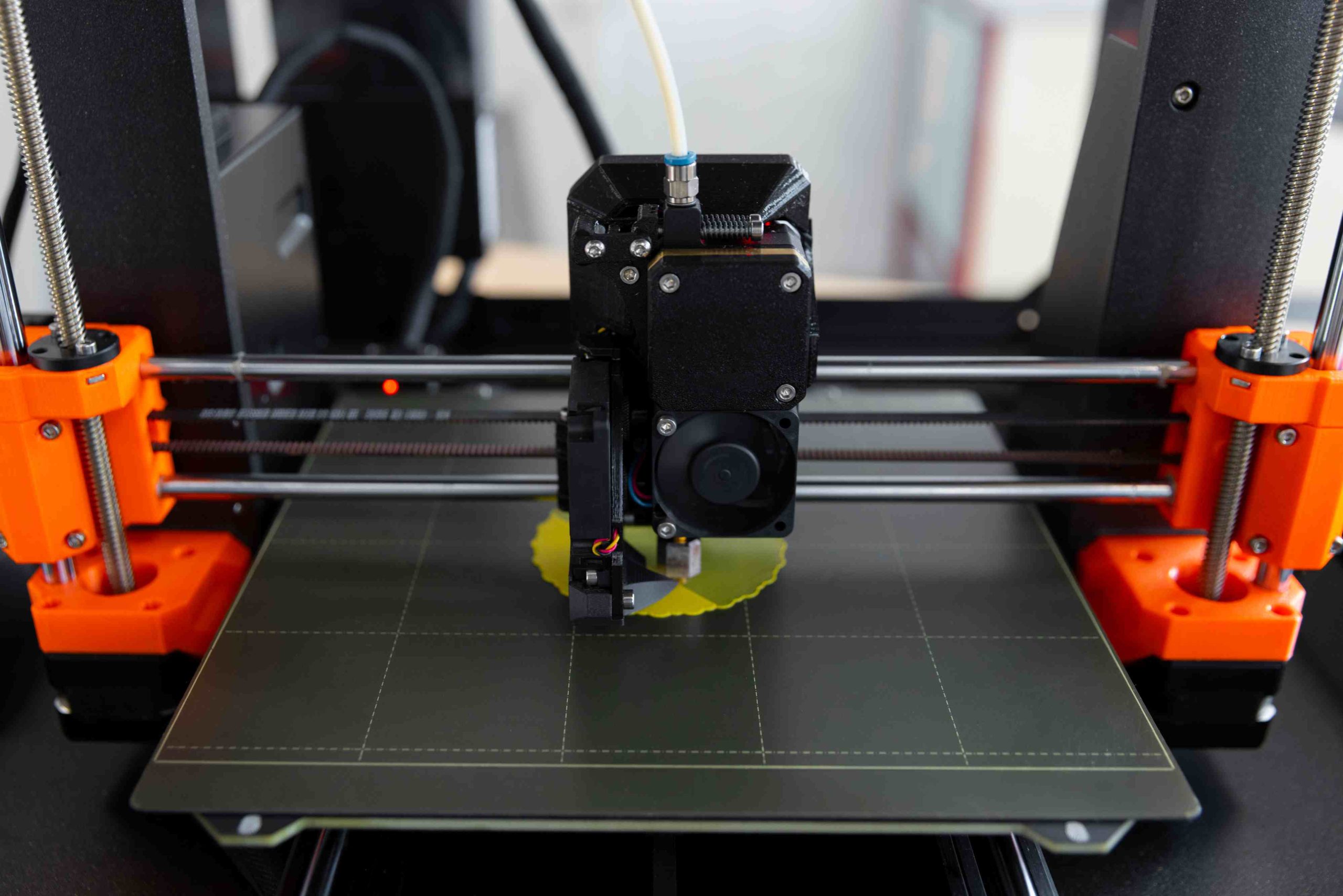
FDM: Extrusion-Based Precision
Fused Deposition Modeling (FDM), also known as Fused Filament Fabrication (FFF), is the most recognizable 3D printing method. It operates much like a high-precision “hot-glue gun,” melting thermoplastic filament and extruding it through a nozzle layer by layer to build a part.
FDM is prized for its simplicity and low entry cost, making it the standard for K-12 schools, university makerspaces, and quick proof-of-concept models in professional environments. However, because it relies on the mechanical bonding of extruded lines, it inherently produces parts with visible layer lines and directional weakness.
SLS: Laser-Based Powder Bed Fusion
Selective Laser Sintering (SLS) is a powder-bed fusion technology that uses a high-powered CO₂ laser to selectively sinter (fuse) small particles of polymer powder into a solid structure.
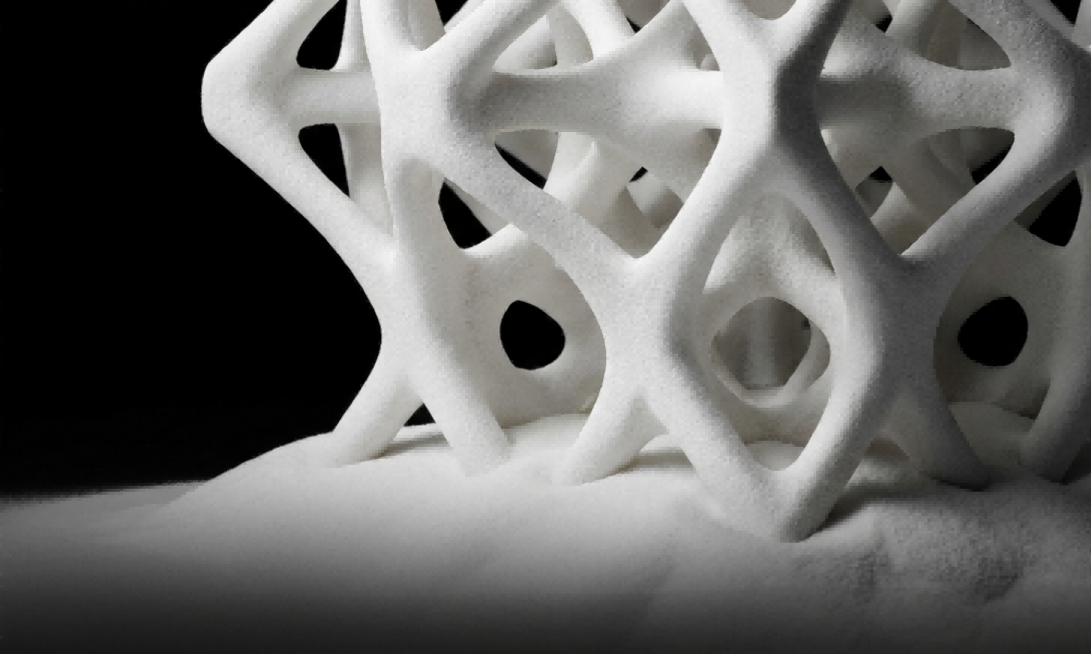
The defining characteristic of SLS is its support-free nature. During the build process, the unsintered powder remains in the build chamber, acting as a natural support for the part as it grows. This enables unprecedented design freedom, allowing for complex internal channels, nested assemblies, and interlocking parts that are physically impossible to produce with FDM.
TPM3D Innovation Spotlight: Industrial SLS systems like the TPM3D P360 and S480 utilize 3-axis dynamic focusing technology to maintain a consistent laser spot across the entire build area, ensuring that energy delivery remains uniform even in large-format prints.
Technical Performance: A Head-to-Head Comparison
1. Resolution and Surface Finish
- FDM: Resolution is limited by the nozzle size (typically 0.4mm to 0.8mm) and the fluidity of the molten plastic. This leads to visible “stair-stepping” on curved surfaces, often requiring extensive manual sanding to achieve a professional finish.
- SLS: SLS produces parts with a uniform, slightly grainy or matte finish. Because there are no support structures to remove, the surface remains pristine “out of the printer”. High-performance systems like the TPM3D S-Series can control accuracy within ±0.2 mm, making them suitable for high-precision industrial assemblies.
2. Mechanical Properties and Isotropy
A critical technical hurdle for 3D printed parts is anisotropy—the tendency for a part to be weaker along the Z-axis (the direction in which layers are stacked).
- FDM is highly anisotropic: Because layers are only mechanically fused, the Z-axis strength is typically only 50% to 60% of the strength in the XY plane.
- SLS is quasi-isotropic: Because the powder bed is preheated to roughly 85% of its melting point, the laser fusion creates a nearly continuous polymer network. SLS parts generally maintain 80% to 90% of their mechanical strength across all axes, which is essential for functional components like drone frames or robotic arms.

3. Dimensional Accuracy and Warping
While both technologies can experience warping on large, flat surfaces due to thermal gradients, SLS is generally considered more accurate for complex features. Professional SLS systems use controlled thermal management to mitigate these risks. For example, the TPM3D P360 achieves consistent results by utilizing advanced pyrometers with long-term stability of 0.1°C per year.
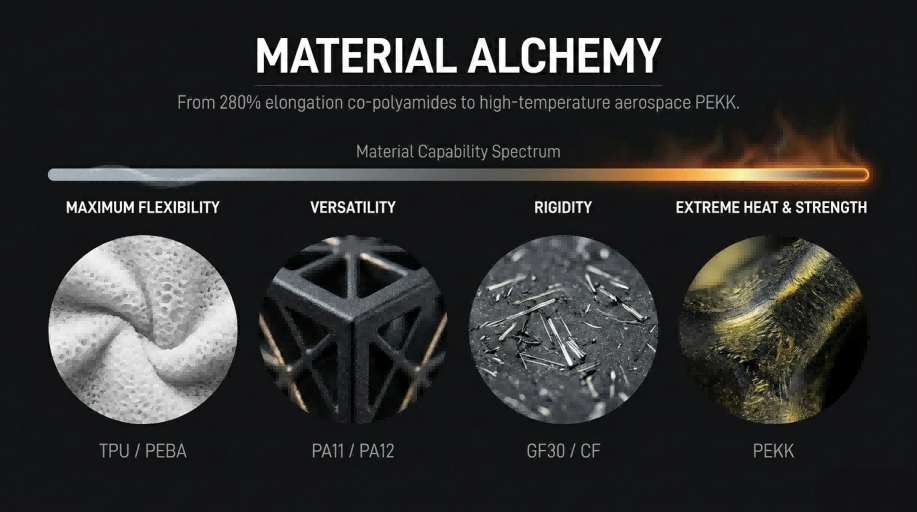
Material Science: Engineering the Future
The “language” of materials often dictates the technology choice. While both use thermoplastics, the available grades and their final performance differ significantly.
FDM Material Library
FDM primarily utilizes standard thermoplastics like PLA and ABS. While high-performance filaments like PEEK or carbon-fiber composites exist, they require specialized, high-temperature chambers that are often cost-prohibitive for standard FDM users.
SLS Material Library
SLS materials are built for industrial durability. TPM3D has developed a robust portfolio of Precimid powders tailored for specific stresses:
- Flame Retardancy: Precimid1171 FR and 1171 GF30 FR are UL94 V-0 rated, making them essential for safety-critical components in Electric Vehicles (EVs) and household appliances.
- Reinforced Rigidity: Precimid1174Pro CF (Carbon Fiber Reinforced) offers an 88 MPa tensile strength, a 91% increase over standard nylon, enabling the creation of components like a 6-gram drone frame with exceptional stiffness.
- Medical and Biocompatibility: Precimid1171Pro is USP Class VI biocompatible, used by companies like AK Medical and Edser to produce custom surgical guides and orthotics.
- Extreme Environments: For aerospace and oil & gas, materials like TPM3D PEEK IND and PEKK IND can withstand temperatures exceeding 200°C while maintaining structural integrity.
Production Efficiency: Throughput and Workflow
The Power of Nesting
In FDM, build time is a linear function of the number of parts; printing ten parts takes ten times as long as printing one. SLS, however, utilizes 3D nesting. Because parts require no supports, they can be stacked throughout the entire Z-axis of the build chamber.
- A single run on a large-format system like the TPM3D S600DL (600 x 600 x 800 mm build volume) can contain hundreds of unique parts.
- Dual-Laser Systems: TPM3D’s S600DL and P550DL utilize two 140W lasers working simultaneously, boosting build efficiency by over 45%.


Post-Processing and Automation
- FDM: Post-processing is labor-intensive, involving the manual removal of sacrificial supports and sanding of layer lines.
- SLS: Post-processing involves depowdering and media blasting. TPM3D’s Parts & Powder Processing Station (PPS) automates this by integrating cleaning, powder recovery, and mixing into a closed-loop system. This eliminates dust pollution and ensures that up to 80%-90% of the powder can be recycled, significantly reducing material costs.

Economic Analysis: Cost and ROI
While FDM has a lower initial machine cost—with entry-level units starting at a few hundred dollars—the cost-per-part at scale often favors SLS.
A global leader in smart energy solutions recently transitioned from CNC machining to the TPM3D P360 for their circuit breaker prototypes. The results were dramatic:
- Time Savings: Prototyping cycles were cut from 5-6 days to just 48 hours—a 60% reduction.
- Cost Savings: The cost per set dropped from RMB 4,000 to under RMB 700—an 80% reduction.
- Annual Savings: The shift resulted in approximately RMB 700,000 in annual savings while significantly increasing R&D throughput.
In industrial automotive applications, a leading supplier used the TPM3D S600DL to produce jigs and fixtures, reducing the cost per set from USD 2,060 to USD 550.

Industrial Applications: Real-World Case Studies
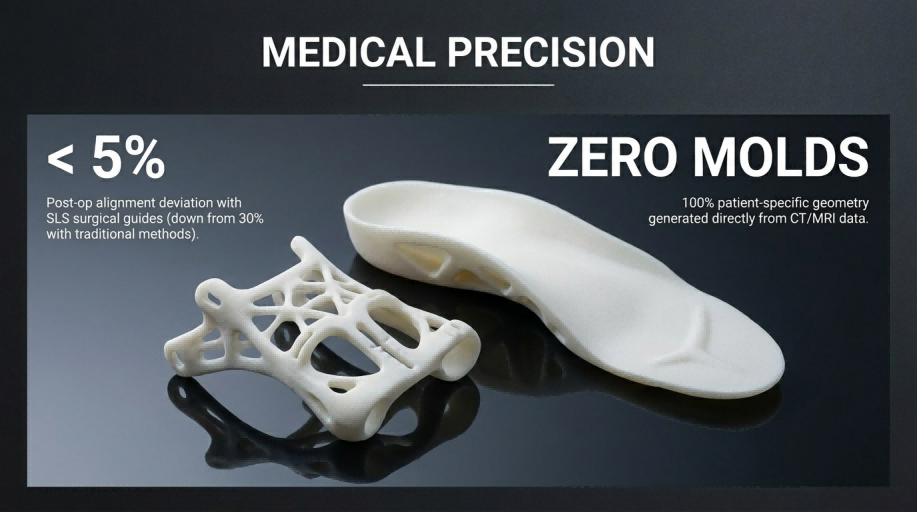
1. Medical Orthotics and Prosthetics
Personalized healthcare requires patient-specific geometry that traditional molding cannot provide.
- Edser (Spain): Uses the TPM3D S600DL to deliver custom orthotic insoles from foot scan to finished product in just 4 days.
- >Learn how Edser sped up workflow with SLS technology
- AK Medical: Utilizes SLS to print surgical guides with sub-millimeter precision, reducing intraoperative blood loss and shortening surgery times.
- >AK Medical Advance Precision Orthopedics with SLS 3D-Printed Surgical Guides
2. Robotics and Drones
Robotics demands lightweight, isotropic components that can survive dynamic stresses.
- MicroPolis Robotics (Dubai): Used the TPM3D S600DL to print a front-end structural component for a self-driving patrol vehicle. By moving from metal to SLS nylon, they reduced the part’s weight from 27kg to just 4kg—an 82% reduction that boosted vehicle range and maneuverability.

3. Consumer Electronics
The electronics sector hinges on R&D speed.
- Custom Keycaps: Designers used the TPM3D SLS process to create intricate, hollow, light-transmissive keycaps for mechanical keyboards. Using SLS increased design iteration speed by nearly 70% compared to traditional methods.

Comparison Summary Table
| Feature | FDM (Fused Deposition Modeling) | SLS (Selective Laser Sintering) |
|---|---|---|
| Material Form | Thermoplastic Filament | Thermoplastic Powder |
| Support Structures | Required (Sacrificial) | Not Required (Self-Supporting) |
| Accuracy | Moderate; prone to warping | High (±0.2mm per 100mm) |
| Mechanical Strength | Anisotropic (Weak Z-axis) | Quasi-Isotropic |
| Throughput | Low (Single-part focus) | High (3D Batch nesting) |
| Material Reuse | None (Supports are waste) | High (Up to 80%-90% recycling) |
| Best Application | Concept models, simple prototypes | Functional parts, bridge production |
The Final Verdict: Which Technology is Right for You?
Choose FDM if:
- You are in the very early stages of concept modeling where visual form is more important than mechanical performance.
- You have a limited budget and need a low-commitment entry point for simple parts.
- You need to print extremely large, simple parts that exceed typical SLS build volumes.
Choose SLS (and TPM3D Solutions) if:
- You require functional, end-use parts that must survive real-world impact, heat, or chemical stress.
- Your designs involve complex internal geometries, lattices, or snap-fits that make support removal impossible.
- You are scaling to low-volume production or “bridge manufacturing” and need high throughput and a low cost-per-part.
- You operate in regulated industries (Aerospace, Medical, EV) requiring specialized materials like flame-retardant (V-0) or biocompatible nylons.
As manufacturing moves toward a more agile, digital future, the “freedom, strength, and efficiency” of SLS technology—underpinned by the industrial reliability of TPM3D—is increasingly becoming the preferred engine for innovation across every major sector.