In the professional world of additive manufacturing, the choice between Stereolithography (SLA) and Selective Laser Sintering (SLS) is often the first major hurdle for design and production teams. Both technologies are laser-based and have moved far beyond simple prototyping into functional testing and low-volume production. However, they operate on different physical principles—light-cured liquid resins versus heat-fused polymer powders—leading to vastly different results in resolution, surface quality, and mechanical performance.

For businesses and engineers, the choice between the visual perfection of SLA and the functional, support-free freedom of SLS is not a matter of which technology is “better,” but rather which tool is correctly calibrated for the specific application, material requirements, and volume needs. This guide provides a thorough, objective comparison of these technologies to empower you to select the optimal solution for your next project.
Understanding the Core Mechanisms
SLA: The Precision of Light and Resin
Stereolithography (SLA) is the world’s first 3D printing technology, pioneered in the 1980s. It uses an ultraviolet (UV) laser to selectively cure liquid photosensitive resin into a solid plastic. The process typically happens “upside down,” where a build platform is submerged in a resin tank and gradually rises as each layer is hardened by the UV beam.
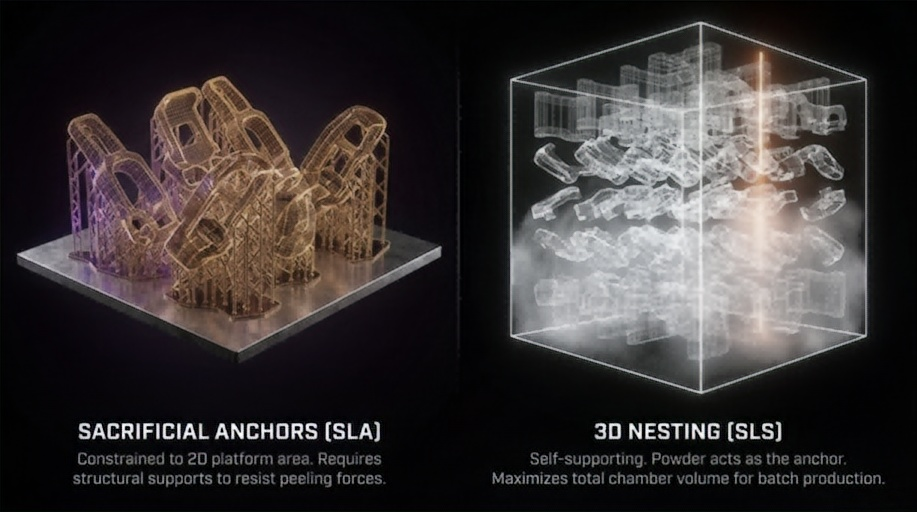
Because SLA uses a liquid medium, it can achieve incredibly fine feature resolution and the smoothest surface finish of any 3D printing process. However, because the part is built in a liquid, it requires sacrificial support structures to anchor it to the platform and prevent deformation during the “peeling” phase of the build.

SLS: The Power of Sintered Powder
Selective Laser Sintering (SLS) is a powder bed fusion technology. Instead of liquid resin, an SLS machine spreads a thin layer of thermoplastic powder across a build platform. A high-powered CO₂ laser then selectively “sinters”—or fuses—the powder particles together to form a solid layer.
The defining advantage of SLS is its support-free nature. During the build, the unsintered powder remains in the chamber, acting as a natural support for the part as it grows. This allows for “3D nesting,” where hundreds of parts can be stacked throughout the entire volume of the chamber, maximizing production efficiency.
Technical Performance: Head-to-Head
Resolution and Dimensional Accuracy
Resolution refers to the smallest feature a printer can reproduce, while accuracy is how closely that feature matches the original CAD design.
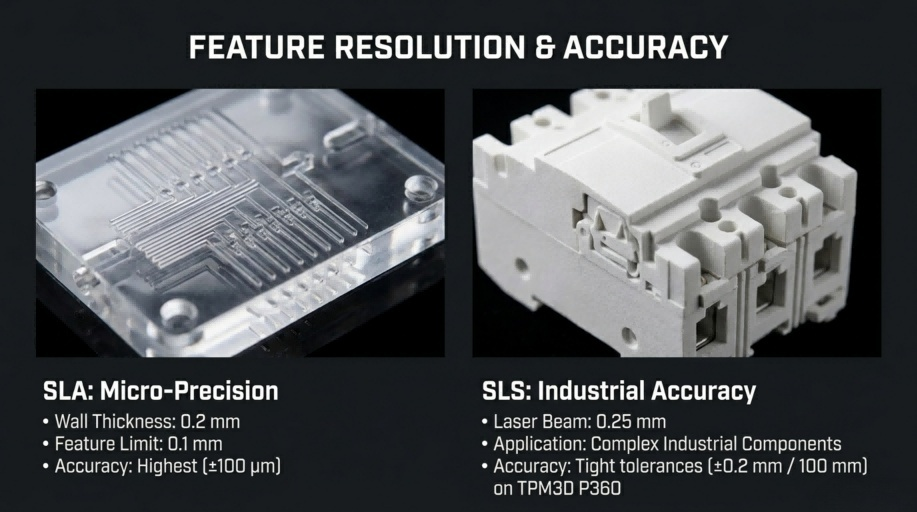
- SLA: Generally offers the highest resolution. Professional systems can produce walls as thin as 0.2 mm and embossed details as small as 0.1 mm. However, accuracy can be influenced by the “peeling” forces as layers move away from the light source, which may lead to slight distortions if not properly managed
- SLS: Traditionally seen as having a coarser resolution, modern systems like the TPM3D P360 have narrowed this gap significantly with a laser beam diameter of just 0.25 mm. For complex industrial components, such as molded-case circuit breaker (MCCB) cases, TPM3D SLS parts consistently meet a tight accuracy requirement of ±0.2 mm. (Learn more about TPM3D P360)
Surface Quality and Aesthetics
The most visible difference between these technologies is the “as-printed” surface finish.
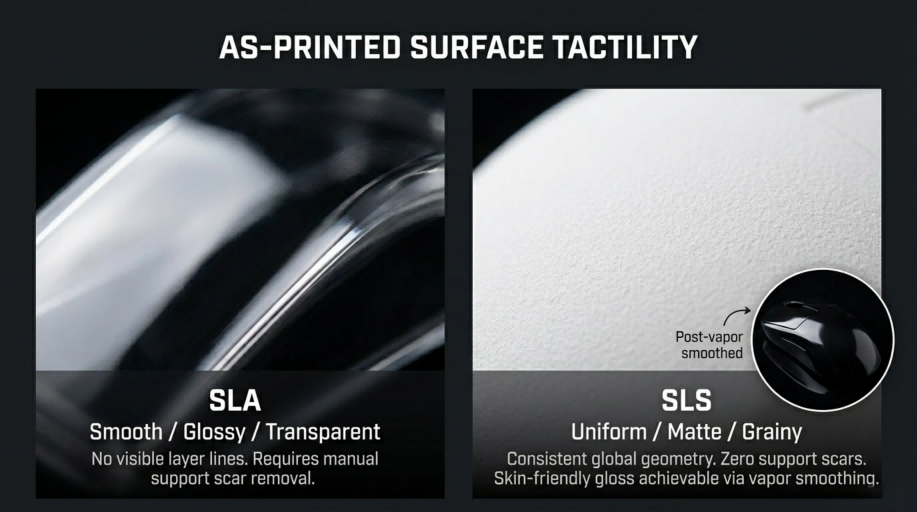
- SLA: Produces smooth, matte, or even transparent surfaces that are ideal for final design reviews and consumer-facing models. Because it uses liquid resin, it eliminates visible layer lines, though manual labor is required to remove support marks.
- SLS: Parts have a uniform, matte finish with a characteristic slightly grainy texture similar to medium-grit sandpaper. However, because they are self-supporting, the surface quality is consistent across the entire geometry, with no “scars” from removed supports. For applications requiring a skin-friendly or glossy finish, SLS parts can be vapor smoothed after printing to achieve an end-use quality surface.
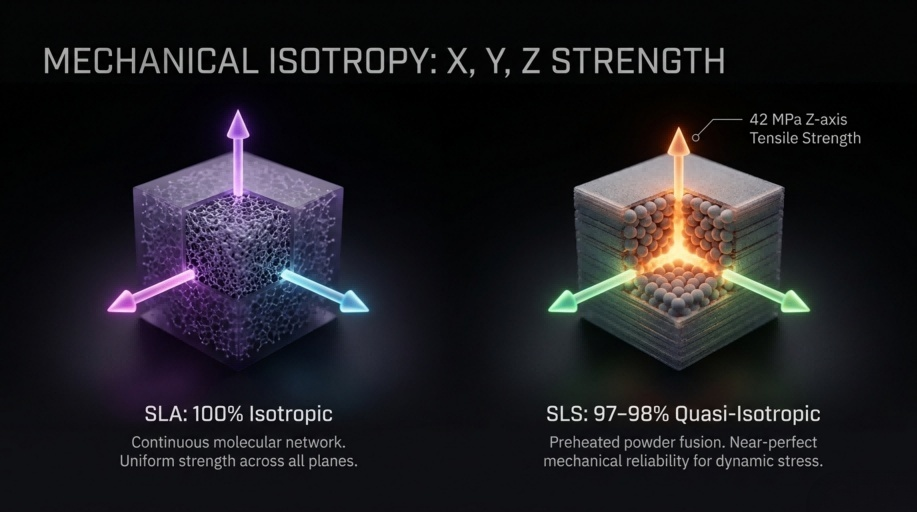
Quasi-Isotropy and Mechanical Strength
A critical factor for functional parts is isotropy—having uniform strength in all directions (X, Y, and Z axes).
- SLA: Parts are truly isotropic. Because the layers are chemically bonded in a semi-reacted “green state” before final UV curing, the molecular network is continuous, making them ideal for parts with predictable mechanical performance across all planes.
- SLS: SLS technology is quasi-isotropic. Because the powder bed is preheated, particles fuse not just in the XY plane but also partially with the layer below. TPM3D systems achieve an impressive 97% to 98% isotropy. For instance, a standard PA12 part printed on a TPM3D machine maintains a Z-axis tensile strength of 42 MPa, ensuring reliability under dynamic stress.
Materials: Formulations vs. Thermoplastics
The material profile often dictates which technology fits a specific industry.
SLA Materials: Specialized Engineering Resins
SLA utilizes proprietary photopolymer resins formulated for specific properties.
- Visual & General Use: Standard resins for high-detail concept models.
- Specialized: Dental resins for surgical guides, technical ceramics, and biocompatible resins for skin-contact medical devices.
- Considerations: SLA resins are generally more brittle than thermoplastics and can be sensitive to long-term UV exposure, potentially changing color or becoming more fragile over time if left in sunlight.
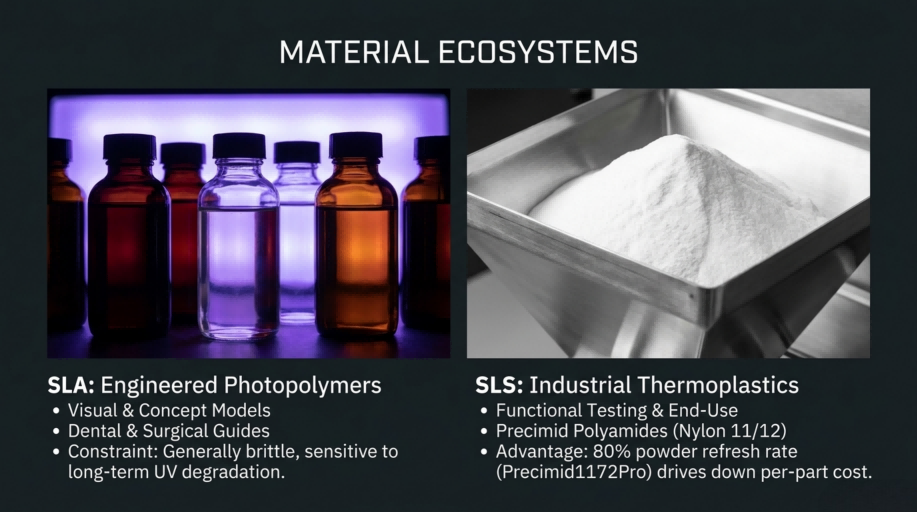
SLS Materials: Industrial-Grade Thermoplastics
SLS uses industry-standard thermoplastics, making it the choice for functional testing and end-use parts. TPM3D provides a robust library of Precimid powders:
- Polyamides (Nylon 11/12): The workhorses of the industry. Precimid1172Pro offers an 80% powder refresh rate, significantly reducing per-part costs.
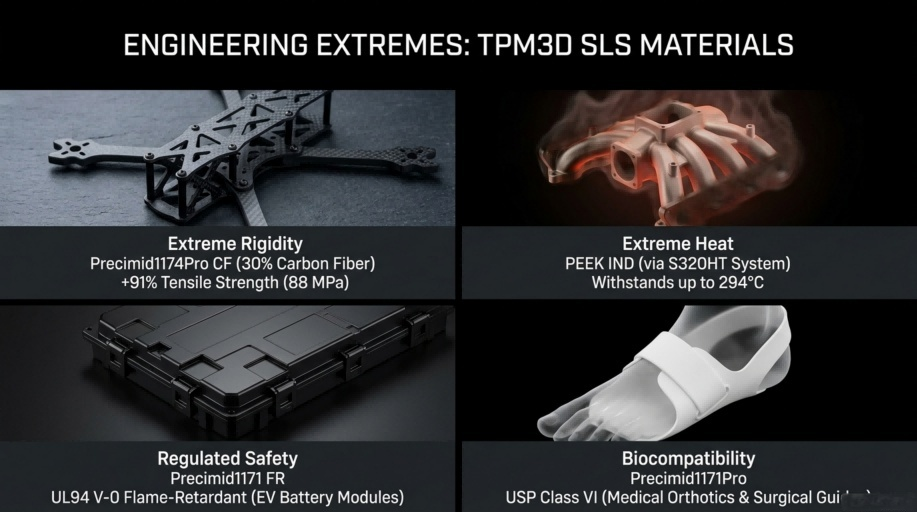
- Reinforced Composites: Precimid1174Pro CF (30% carbon fiber) offers a 91% increase in tensile strength (88 MPa) compared to unfilled nylons, used in high-rigidity parts like 6-gram drone frames. Precimid1172Pro GF30 (30% glass bead) provides excellent thermal stability with a heat deflection temperature of 184.4°C.
- High-Performance Polymers: For aerospace and medical environments, the TPM3D S320HT system can process extreme-performance polymers like PEEK IND, which withstands temperatures up to 294°C.
- Safety & Health: Precimid1171 FR is a UL94 V-0 flame-retardant nylon essential for EV battery modules. Precimid1171Pro is USP Class VI biocompatible and food-contact compliant, trusted for medical orthotics and surgical guides.
- Learn more about TPM3D polymer materials
Production Efficiency and Workflow
The Throughput Advantage
- Single-Part Printing: SLA is often faster for printing a single, small, highly detailed part because it does not require a lengthy preheating or cooling cycle.
- Batch Production: SLS is the clear winner for volume. Because parts can be nested in 3D, a single build on a large-format TPM3D S600DL (build volume 600 x 600 x 800 mm) can produce hundreds of unique components simultaneously. Dual-laser systems like the S600DL or P550DL further boost efficiency by over 45% compared to single-laser machines.
Post-Processing Comparison
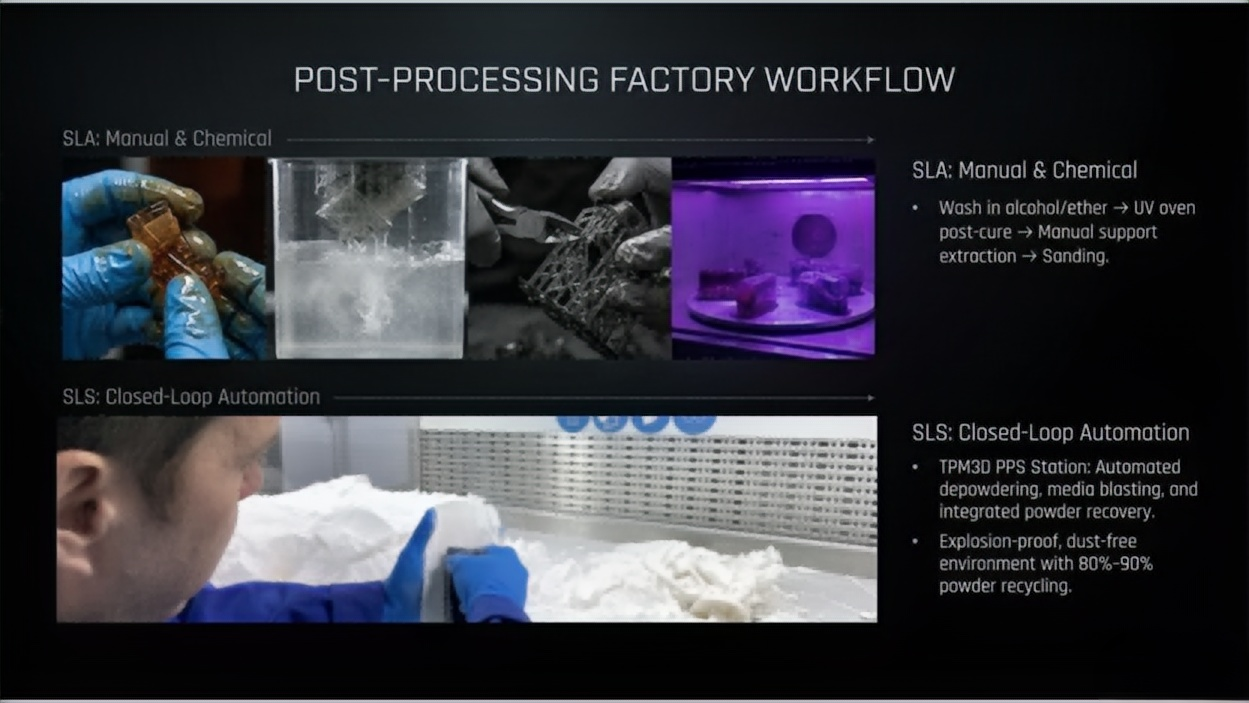
- SLA Workflow: Parts must be washed in alcohol or ether to remove excess resin, followed by post-curing in a UV oven to reach final mechanical properties. Support structures must then be manually snipped off and the surface sanded to remove marks.
- SLS Workflow: Parts require depowdering and media blasting to remove residual powder. TPM3D’s Parts & Powder Processing Station (PPS) automates this by integrating cleaning, powder recovery, and mixing into a closed-loop, explosion-proof system. This ensures a clean, dust-free environment while allowing for up to 80%–90% powder recycling.
Lead Times and Cooling
A factor to consider with SLS is the cooling phase. Because parts are sintered at high temperatures, the build chamber must cool gradually to maintain dimensional stability, which can take several hours depending on the build size. While this adds to the lead time of a single batch, the overall throughput per week often remains higher due to the sheer number of parts produced per run.
Economic Analysis: ROI at Scale
While SLA hardware typically has a lower entry price point, the cost-per-part at scale often favors SLS due to lower material costs and higher throughput.
A global smart energy solution provider recently switched from CNC machining to the TPM3D P360 for their circuit breaker prototypes. The results were dramatic:
- Speed: Prototyping cycles dropped from 5–6 days to just 48 hours—a 60% reduction.
- Savings: The cost per set was reduced from $570 USD to under $95 USD—an 80%+ reduction.
- Impact: The integration of SLS and PPS resulted in approximately $98,000 USD in annual savings.
Comparison Summary Chart
| Feature | Stereolithography (SLA) | Selective Laser Sintering (SLS) |
|---|---|---|
| Material Form | Liquid Photopolymer Resin | Thermoplastic Powder |
| Support Structures | Required (sacrificial) | None (self-supporting) |
| Mechanical Profile | Brittle; Concept-focused | Tough; Functional for end-use |
| Isotropy | 100% Isotropic | 97–98% Quasi-Isotropic (TPM3D) |
| Accuracy | Highest (±100 μm) | High (±0.2 mm / 100 mm) |
| Surface Finish | Smooth, glossy, or clear | Matte, grainy (uniform) |
| Production Speed | Fast for single, small parts | Fastest for batch production |
| Post-Processing | Messy (Wash + UV Cure) | Clean (Automated PPS Station) |
How to Choose: Strategic Scenarios
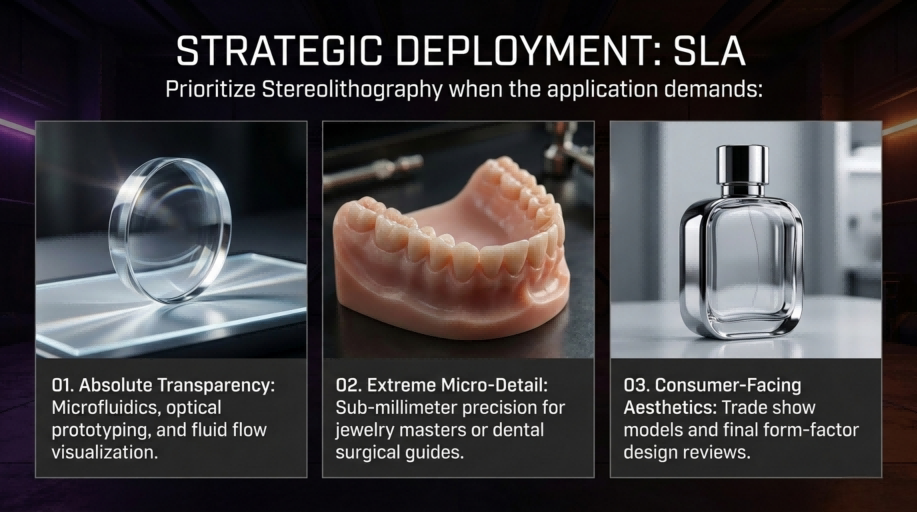
Prioritize SLA when:
- Visual Fidelity is Paramount: You need a high-end visual model for a design review or marketing trade show.
- Transparency is Required: You are prototyping clear lenses, fluid containers, or microfluidic chips.
- Extreme Detail: You are in the dental or jewelry sectors where sub-millimeter precision is non-negotiable.
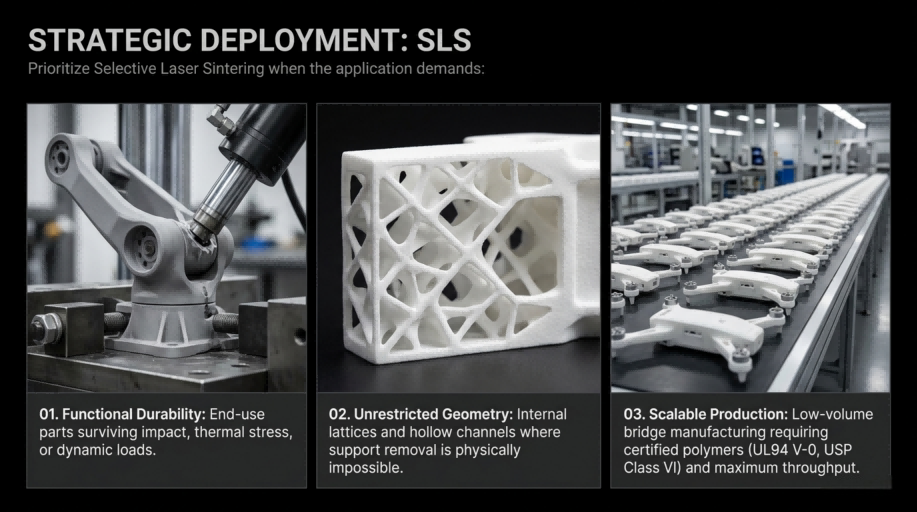
Prioritize SLS when:
- Functional Durability: You need parts that must survive impact, repeated stress, or extreme heat, such as a V8 intake manifold or robotic arm base.
- Geometric Complexity: Your design features internal lattices, interlocking parts, or hollow channels where support removal would be physically impossible.
- Production Scalability: You are scaling to low-volume production or “bridge manufacturing” and need high throughput and a low cost-per-part.
- Regulated Environments: You require industrial certifications like UL94 V-0 for fire safety or USP Class VI for medical biocompatibility.
Frequently Asked Questions (FAQ)
Q: Are SLS parts as strong as injection-molded parts?
A: Yes. SLS nylon components offer mechanical characteristics and strength that closely resemble injection-molded plastics, making them suitable for long-term functional use in demanding environments like automotive or aerospace.
Q: Can I achieve a smooth finish on SLS parts?
A: While they are matte “out of the printer,” post-processing methods such as vapor smoothing can transform SLS surfaces into smooth, glossy, and skin-friendly finishes suitable for end-use consumer products like mouse housings or keyboard keycaps.
Q: Is SLS powder messy to handle?
A: Traditionally, powder bed fusion was manual and prone to dust, but TPM3D’s PPS station automates the process in a closed-loop system, minimizing dust pollution and ensuring a clean, safe workspace certified for dust explosion protection.
Q: How do the overall costs compare between technologies?
A: SLA systems often have lower initial machine costs, but high resin prices and labor-intensive post-processing can drive up the cost of larger runs. Industrial SLS, while requiring a larger initial investment, offers significantly lower material and labor costs at scale, making it the more cost-effective choice for production-grade throughput.
As modern manufacturing moves toward more agile, digital workflows, the freedom, strength, and efficiency of SLS technology—underpinned by the technical precision of TPM3D—is increasingly becoming the preferred engine for innovation across every major industrial sector.